
Varjenje kovin se je pojavilo s pojavom kovanja. Pojav vedno bolj zapletenih mehanizmov je zahteval izboljšanje procesov kovanja in varjenja. Povezava posameznih delov v trdno kovanje je kompleksen in dolgotrajen proces, toda pred začetkom varjenja je bil z električnim oblokom edini možen.

Varjenje je najlažji in najtrajnejši način povezovanja različnih kovinskih delov.
Trenutno je bilo razvitih več kot 150 metod obločno varjenja in nadaljuje se razvoj novih tehnologij.
Glavne vrste zvarov
Segment spoja, ki je nastal kot rezultat procesa kristalizacije staljene kovine, se imenuje zvar. Ena glavnih značilnosti varilnih spojev je varilna noga.
Obstajata dve vrsti zvarov (ne smemo zamenjati z varilnim spojem):
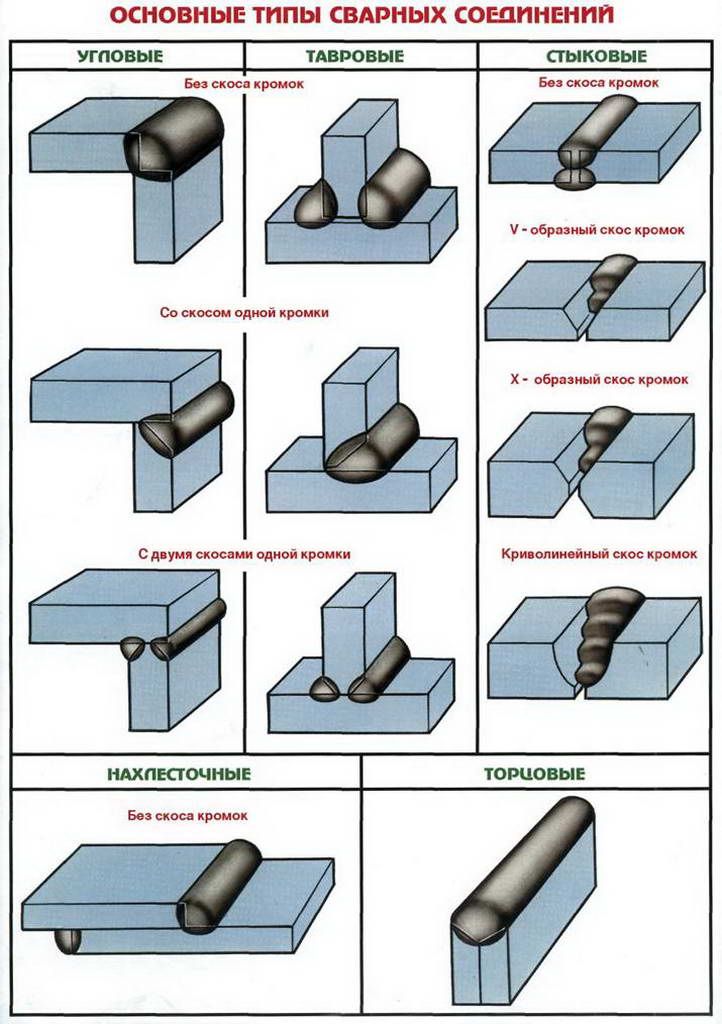
Glavne vrste varjenih spojev.
- Privarjeni spoj: uporablja se za spoje spojev, tj. deli so povezani končni robovi. Priključek se izvaja brez rezalnih robov, z rezalnimi in sežiganimi deli. Robovi so lahko ukrivljene oblike, V-oblike in X-oblike. Listi do 8 mm se lahko varijo brez rezalnih robov, plošče pa je treba položiti z režo do 2 mm. V praksi se bolj pogosto uporabljajo za povezovanje cevovodov in pri izdelavi konstrukcij iz pločevin. Take spojine so najbolj ekonomične in manj porabljene energije.
- Kotiček: dejansko so kotni, v obliki črke T in se prekrivajo. Robovi so lahko enostranski in dvostranski, odvisno od debeline kovine. Kot rezanja lahko izberete od 20 ° do 60 °. Vendar je treba upoštevati, da je za večji rezalni kot potrebno več kovin za polnjenje, kar pomeni, da se zmanjšata produktivnost in kakovost.
- Električno varjenje se uporablja za pokrivanje velikih pločevinskih konstrukcij. Uporablja se na primer pri proizvodnji osebnih avtomobilov, kadar je uporaba trdnih spojev težka in nedonosna. Elektrovezni spoji so precej močni, vendar ne gosto.
Običajno se varjenje izvede naenkrat, če pa debelina varjene kovine ne dopušča, da se material kuha, se izvede v več prehodih. Ta metoda se imenuje večplastna. V tem primeru se vsak prejšnji sloj naknadno žari, zaradi te toplotne obdelave pa se lastnosti in struktura šiva znatno izboljšata.
Potrebno je izbrati vrsto povezave, odvisno od konfiguracije izvedenega elementa. Končni proizvod mora delovati, prenašati projektno obremenitev in ne podleči poškodbam zaradi utrujenosti.
Prednosti varilnih spojev:
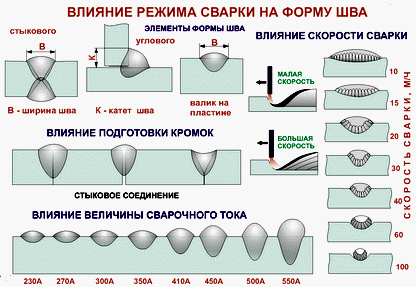
Vpliv načina varjenja na obliko šiva.
- Nizka kompleksnost in enostavna povezava.
- Majhen, v primerjavi z drugimi vrstami povezav, hrup procesa.
- Postopek lahko preprosto avtomatizirate.
Pomanjkljivosti vključujejo možnost preostalih napetosti in nezanesljivost dela med vibracijami in udarnimi obremenitvami.
Lastnosti in geometrija zvarov
V vseh izvedbah so delovni šivi, ki zaznavajo glavne obremenitve. Izračuni trdnosti delovnih šivov se izvajajo pri polni obremenitvi plus 25%. Zavezujoči šivi se uporabljajo za povezovanje posameznih elementov - zahteve za njih niso tako toge, saj pri njihovem uničenju ne bo moteno delovanje strukture.
Na kakovost varilnih spojev vplivajo številni dejavniki: sposobnost materiala, da ustvari monolitni šiv, dodatke in tokove, oksidacijo kovine, položaj šiva: vodoravni, navpični, poševni ali stropni.
Lastnosti zvara določajo predvsem geometrijske dimenzije.
Splošni geometrijski parametri:
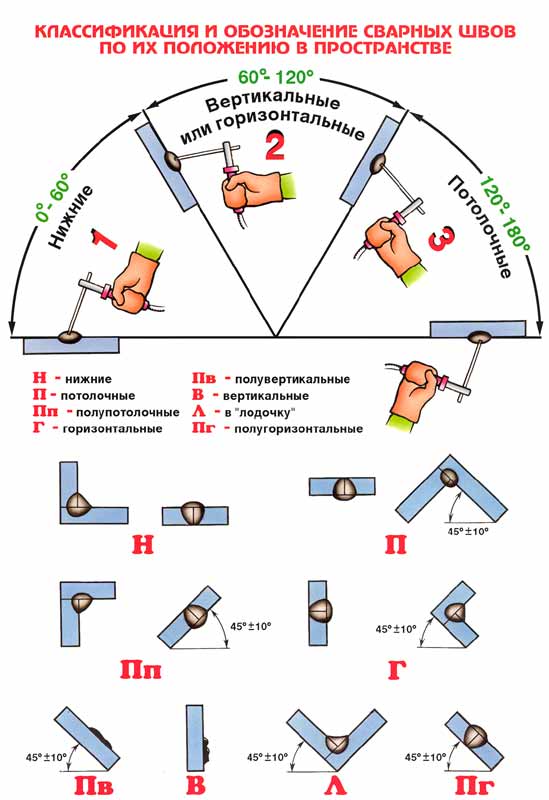
Razvrščanje in označevanje zvarov.
- Širina - razdalja med mejami fuzije.
- Konkavitnost (konveksnost) - razdalja med črto in osnovno kovino in površino, ki vizualno poteka po liniji maksimalne konkavitete (konveksnost).
- Koren je najnižji del.
Za kotne spoje so značilne tudi naslednje vrednosti: prisotnost kraka zvara, debeline, konveksnosti in konstrukcijske višine.
Noga vogalnega šiva je noga največjega enakokrakega trikotnika, vpisanega v prerezu. Pri varjenju surovcev enake debeline se lahko noga nastavi vzdolž roba, če je drugačna, pa se nastavi glede na debelino tanjšega materiala. Velikost noge mora zagotoviti trdnost povezave, vendar lahko prekomerno povečanje povzroči deformacijo izdelka.
Pomembna je oblika površine zvara: konveksna, konkavna ali ploska. Šivi z izbočeno površino - bolje ob statični obremenitvi. Konkavne površine - oslabljene - bolje prenesejo dinamične obremenitve. V praksi se šivi z ravno površino pogosteje uporabljajo kot bolj univerzalni.
Dodatne funkcije
Oblika površin šivov je neposredno odvisna od uporabljenih elektrod.
Poleg splošnih zahtev za vse proizvedene elektrode (enakomerno kurjenje obloka, določena kemična sestava kovine zvara, brez brizganja, itd.) So predpisane tudi posebne zahteve. To vključuje pridobivanje šiva določene oblike. Elektrode, katerih talina daje debelo in viskozno maso, zlahka tvorijo konveksni šiv.
Izbira elektrod se izvede v skladu s tehničnimi značilnostmi, navedenimi na vsakem pakiranju, v skladu s specifikacijami, določenimi v projektu.
Pogoji varjenja vplivajo na lastnosti in geometrijo zvara.
S povečanjem moči toka se globina penetracije poveča s konstantno širino šiva. S povečevanjem napetosti se širina šiva močno povečuje z nadaljnjim zmanjšanjem globine prodiranja. S povečanjem hitrosti gibanja elektrode do 50 m / h se širina šiva zmanjša, globina prodiranja pa se poveča. Povečanje hitrosti nad 50 m / h je nerazumno, ker zaradi slabega segrevanja osnovnega materiala se lahko pojavijo podtoki.
Kakovost spojin se izvaja na dva načina: destruktivno in neporušitveno.
Ne-destruktivno testiranje vam omogoča, da prepoznate zunanje napake z uporabo posebnih varilnih vzorcev, notranjih - z uporabo ultrazvoka, rentgenskega prenosa in sevalca gama žarkov.
Uničevanje se izvaja z vrtanjem, preskušanjem natezne trdnosti, upogibanjem, udarno trdnostjo z uničenjem vzorcev.