
Preden začnete postopek varjenja nerjavnega jekla, je treba raziskati vse možne značilnosti takšnega varjenja. Zavrite nerjaveče jeklo - ni najlažja vaja, zapletenost katere je odvisna od številnih odtenkov.
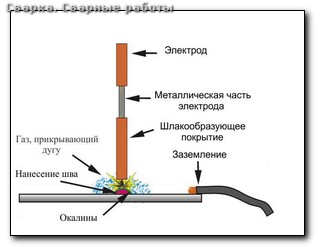
Shema varjenja polavtomatskih naprav.
Primarne lastnosti, ki lahko nujno vplivajo na kakovost varjenja:
Varjenje nerjavnega jekla polavtomatsko.
- Linearno raztezanje in krčenje pri ulivanju. Če je krčenje veliko, se pojavi možnost deformacije kovine pri delu z varilnimi elektrodami in po povečanju. Če so varjeni deli dovolj široki in med njimi ni vrzeli, se poveča možnost velikih razpok.
- Toplotna prevodnost - iz nerjavečega jekla je skoraj prepolovljena v primerjavi z drugimi kovinami, zato je pri varjenju potrebno zmanjšati jakost toka za 15-20%.
- Električna upornost je precej visoka, zato je varjenje s konvencionalnimi elektrodami nemogoče zaradi prekomernega segrevanja. Zato so posebne elektrode narejene na osnovi nikljevih kromovih palic, dolgih do 3, 5 cm za varjenje nerjavnega jekla.
- Intergranularna korozija - nerjavno jeklo je del izgorevanja antikorozijskih lastnosti, če je termični način varjenja nepravilen ali če je izbran napačen stroj. Bistvo tega procesa je, da ko temperatura doseže več kot 500 stopinj Celzija, se krom in železov karbid pojavi na robu kovine, kar vodi do korozije kovin. Vendar obstajajo metode za boj proti tem, na primer hitro hlajenje na različne načine.
Značilnosti varjenja nerjavnega jekla
Dvojni impulz za popolno varjenje aluminija in nerjavečega jekla.
Za pravilno in natančno varjenje nerjavnega jekla je treba upoštevati tudi dejstvo, da se nekatere njegove fizikalne lastnosti razlikujejo od navadnega jekla:
- električna upornost - 6-krat večja;
- tališče - pod 100 stopinj Celzija;
- toplotna prevodnost - manj za 2/3;
- toplotna ekspanzija je za polovico višja.
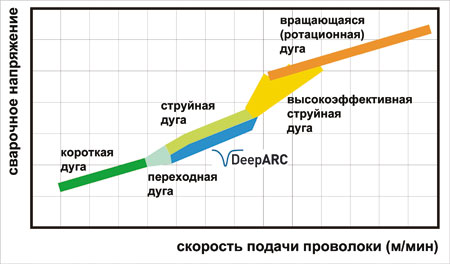
Obstajajo popolnoma različne metode varjenja lastnega jekla. Na primer, obločno varjenje s posebnimi volframovimi elektrodami, izvedeno v inertnem okolju, se uporablja, če debelina kovine presega 1, 5 mm. Če je potrebno variti tanke jeklene cevi ali cevi, je najbolje z varjenjem uporabiti taljenje elektrod v inertnem plinu.
Pulzno obločno varjenje se uporablja samo za jeklene pločevine, katerih debelina je 0, 8 mm. Pri kratkem loku s talilnimi elektrodami se za varjenje uporablja jeklo debeline 0, 8 do 3, 0 mm, za jeklo za prenos kovin pa se uporablja jeklo z debelino pločevine nad 3, 0 mm.
Če pa upoštevamo plazemsko varjenje, potem lahko sklepamo, da je primerna za zelo široko odstopanje v debelini, zato se uporablja veliko pogosteje. Varjenje pod praškom se uporablja za debeline kovin nad 10 mm. Najbolj priljubljene metode varjenja pa so varjenje z obloženimi elektrodami, volframovimi elektrodami v argonskem okolju in polavtomatsko argonsko varjenje z žico iz nerjavnega jekla.
Varjenje z obloženimi elektrodami

Načini varjenja v inertnih plinih.
Če vam ni pomembno, kakšne elektrode lahko izvedete za varjenje in nimate posebnih zahtev za varilni spoj, je najprimernejši način varjenje z obloženimi elektrodami (med njimi elektrode OZL-8, NIAT-1, TsL-11). Od vseh elektrod je najbolje izbrati tiste, ki bodo po varjenju zagotavljale odpornost proti koroziji, toplotno odpornost in dobre mehanske lastnosti.
Varjenje se mora izvajati pri konstantnem toku z obvezno povratno polarnostjo. Paziti je treba, da se šiv stali na minimum, saj imajo elektrode pri varjenju nerjavnega jekla majhen premer in potrebujejo minimalno toplotno energijo. Moč toka v procesu varjenja nerjavečega jekla je treba strogo prilagoditi na 15-20% nižje kot pri varjenju navadne kovine. Z visokim tokom zaradi nizke toplotne prevodnosti in z visoko odpornostjo prevlečenih elektrod lahko pride do znatnega pregrevanja in celo izločitve delov. Zaradi tega imajo takšne elektrode visoko stopnjo taljenja, zato jih lahko uporabite prvič, potem pa je to sprva nenavadno.
Da bi ohranili korozijske lastnosti zvara, je potrebno med varjenjem urediti pospešeno hlajenje. Za to lahko uporabite bakrena tesnila ali določen zrak. Če je jeklo krom-nikelj, ga lahko ohladite z vodo.
Varjenje nerjavnega jekla z volframovimi elektrodami
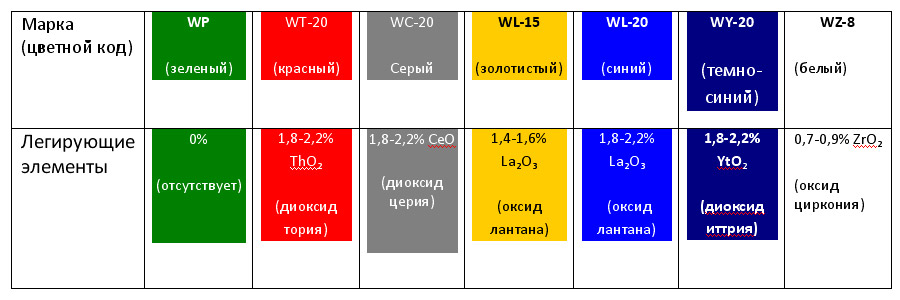
Volframove elektrode.
Varjenje z volframovimi elektrodami v inertnem okolju je primerno, kadar je kovina, ki jo je treba variti, zelo tanka ali če so zahteve za kakovost varjenega spoja zelo visoke. Na primer, če morate kuhati cevi, ki se bodo kasneje uporabljale za transport plinov ali tekočin pod visokim tlakom, je ta metoda varjenja idealna. Postopek se izvaja v argonskem okolju, tok je lahko konstanten in variabilen, toda neposredne polarnosti. V vlogi polnilnega materiala je priporočljivo vzeti žico z višjo stopnjo dopinga kot kovina. Med delovanjem se je treba izogibati nihajnim gibanjem z elektrodami, da se prepreči motenje kuhalnega polja, ki lahko vodi do oksidacije zvara in povečanja stroškov samega postopka.
Na hrbtni strani zraka je treba šiv zaščititi s pihanjem argona, vendar še vedno nerjavno jeklo ni tako kritično za takšno zaščito, vendar pa je treba odpraviti tudi najmanjšo možnost, da bi volframovi delci tako ali tako prišli v zvarni bazen. V tem primeru vam bo pomagal brezkontaktni vžig varilnega obloka, za isti namen pa lahko uporabite tudi ogljikovo ali grafitno ploščo.
Po končanem delu, da ne bi preobremenili volframove elektrode, plina ne smete takoj izklopiti, temveč čez nekaj časa (običajno 10-15 sekund). S tem se izognemo močni oksidaciji ogrevanih elektrod, kar poveča njihovo življenjsko dobo.
Preprečevanje okvar
Varjenje nerjavečega jekla z lastnimi rokami.
Pri varjenju nerjavečega jekla je treba vedno upoštevati vse njegove lastnosti - v nasprotnem primeru se lahko po delu pojavijo različne nezaželene napake v varjenju, na primer nastajanje korozije z noži. Zaradi visokih temperatur se lahko pojavijo vroče razpoke, predvsem zaradi krhkosti šivov.
Da bi se izognili takšnim incidentom, je najbolje uporabiti polnila, ki bodo pomagala pri ustvarjanju močnih šivov. Vendar pa taki materiali ne smejo vsebovati več kot 2% ferita. Poleg tega bo obločno varjenje pomagalo tudi pri ojačanju šivov, pri katerih bo dolžina loka majhna. Ne smemo pozabiti, da kraterji na osnovni kovini ne smejo biti prikazani.
Če uporabljate avtomatsko varjenje, ne pozabite, da se običajno uporablja za kuhanje pri nižjih hitrostih. Da bi zmanjšali tveganje deformacij, je najbolje, da naredite manj pristopov, saj varjenje pri največji hitrosti prispeva k boljši odpornosti proti koroziji.
Zato se morate pred izbiro elektrod, ki varijo nerjavno jeklo, seznaniti z vsemi njegovimi značilnostmi in značilnostmi, natančno vedeti, katere zahteve bodo postavljene na varilni šiv in za katere namene se bo izdelek uporabljal.