
Vsak varilec ve, da imajo varjene strukture operativne lastnosti, ki jih določa kakovost zvarov.

Da bi dobili zanesljivo in trajno konstrukcijo, je potrebno izdelati visokokakovosten šiv.
Neustrezna kakovost zvarnega šiva povzroča hitro uničenje zvarov in če je gostota nezadostna, se njihova tesnost zmanjša. Proces uničenja se pospeši pri uporabi strukture v pogojih visokega tlaka.
Namen pregleda zvara
Pred pošiljanjem varjenega končnega izdelka v naknadni pregled je potrebno nadzorovati raven kakovosti njegovih zvarov, kar pomaga pri identifikaciji ne le zunanjih napak, temveč tudi skritih, da bi jih odpravili. Varjena konstrukcija se uporablja šele po skrbnem nadzoru.

Po varjenju morate pazljivo pregledati šiv za razpoke in nesposobnost.
Na prvi stopnji je izdelek izpostavljen zunanjemu pregledu in ugotavljanju različnih napak v zvarih, vključno s prisotnostjo razpok in pomanjkanjem penetracije. Odkrivanje teh napak je na voljo tudi s prostim očesom, preostale vrste pomanjkljivosti pa določajo uporaba posebne opreme.
Obstajajo kontrolni zvari, ki so razvrščeni kot destruktivni in neporušni. Slednje vrste ne vključujejo le ene metode zunanjega pregleda, temveč tudi naslednje vrste nadzora šiva:
- Kapilarno.
- Ultrazvok.
- Sevanje.
- Magnetna.
- Prepustnost.
Uporaba nedestruktivnih metod nadzora ni povezana s spremembo videza samega izdelka. Pri preverjanju sproščanja varjenih delov v zadostnih količinah z uporabo konstantne vrste varjenja in enakih pogojev se uporabljajo destruktivne metode.
Pregled in preskušanje zvarov: metode nadzora

Dejavniki, ki vplivajo na kakovost zvarov.
Zvari se lahko nadzoruje na različne načine, za katere je zagotovljena njihova razvrstitev, kar vključuje naslednje metode, uporabljene pri inšpekcijskem pregledu:
- Chemical.
- Mehansko.
- Fizično.
- Zunanji pregled.
Če vsakega od njih podrobno obravnavamo, je eden najpogostejših in dostopnejših zunanji pregled, ki ni povezan z nobenimi materialnimi stroški. Uporaba vseh varjenih spojev je podvržena tej metodi nadzora, ne glede na postopek nadaljnjih operacij, sledijo pa jim druge metode nadzora šivov.
Lahko opravite zunanji pregled z identifikacijo skoraj vseh vrst napak v zvarih. Ta način krmiljenja je povezan z ugotavljanjem slabe penetracije, spodkopavanja, povešanja ali drugih napak, ki so na voljo za ogled. Za izvedbo zunanjega pregleda lahko uporabimo povečevalno steklo, ki se poveča 10-krat.
V pogojih zunanjega pregleda lahko opazovanje ni samo vizualno, ampak tudi povezano z merjenjem zvara, izvajanjem meritev robov, ki so pripravljeni vnaprej. Proces množične proizvodnje varjenih izdelkov je povezan z uporabo posebnih šablon, ki vam omogočajo, da meritve vsakega parametra zvara opravite kar se da natančno.
Metode fizičnega nadzora
Uporaba magnetne metode varjenja
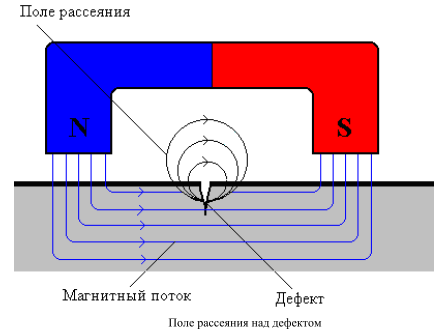
Shema magnetne metode kontrole kakovosti zvara.
Odkrivanje napak v procesu magnetne kontrole temelji na zmožnosti magnetnega polja, da ga razprši. V ta namen je potrebno priključiti elektromagnetno jedro in ga nato namestiti v solenoid. Magnetizirana spojina mora imeti površino, ki je predhodno prevlečena z železnimi opilki, lestvico itd. Uporabiti je treba takšne elemente, ki reagirajo na pojav magnetnih polj.
Če ima zvar napake, nastane nastanek grozdov v prahu, ki se pri medsebojnem delovanju z magnetnim poljem začne gibati z oblikovanjem magnetnega smernega spektra. Za lažje premikanje prahu pod vplivom magnetnih polj, se zvarjeni izdelki udarijo, kar daje največjo gibljivost majhnim zrnom in zrnam.
Fiksiranje magnetnega polja disperzije poteka s posebno napravo, to je magnetografskim detektorjem razpok. Za določitev kakovosti povezave lahko uporabite metodo primerjave s standardom. Ta metoda je enostavna, zanesljiva in poceni. Metoda magnetnega nadzora varilnih spojev je nepogrešljiva v procesu polaganja cevovodov, ki igrajo odgovorno vlogo. Pogosto se uporablja med gradnjo.
Metoda monitoringa sevanja in ultrazvočna metoda
Radiografska shema nadzora: 1 - vir sevanja; 2 - raven snop; 3 - zvar; 4 - kaseta z detektorjem in zasloni; 5 - diagram intenzivnosti sevanja.
Metoda sevanja je povezana z ugotavljanjem napak v vsaki nevidni votlini. Prosojni šivi z rentgenskimi žarki ali z gama sevanjem, ki lahko prodrejo v kovinsko strukturo izdelka.
Sevanje se ustvari s posebnimi viri, rentgenskimi ali gama-instaliranimi. Šiv in vir sevanja morata biti pred seboj. Razporeditev rentgenskega filma je povezana z njegovo vgradnjo v posebno kaseto, ki je neprozorna. Ko je film obsevan s rentgenskimi žarki, ki prehajajo skozi kovinsko strukturo, ostanejo madeži temnejši. Razlog za to je najmanjša absorpcija žarkov na napačnih mestih.
Uporaba rentgenske metode je varna za zdravje ljudi, vendar je vir sevanja, to je rentgenski aparat, preveč okoren. Uporabljajte ga izključno v bolnišnici. Intenzivnost vira sevanja gama je pomembna, kar omogoča nadzor zvarov, za katere je značilna največja debelina. Prenosna oprema in razpoložljivost poceni metode naredi ta tip nadzora najpogostejši v gradbeništvu.
Gama sevanje je bolj nevarno kot rentgenski žarki zaradi prehoda posebnega usposabljanja. Uporaba metode radiografske kontrole ima pomanjkljivost, ker ni sposobna zaznati prisotnosti razpok, ki se ne nahajajo v skladu s smerjo toka žarkov.
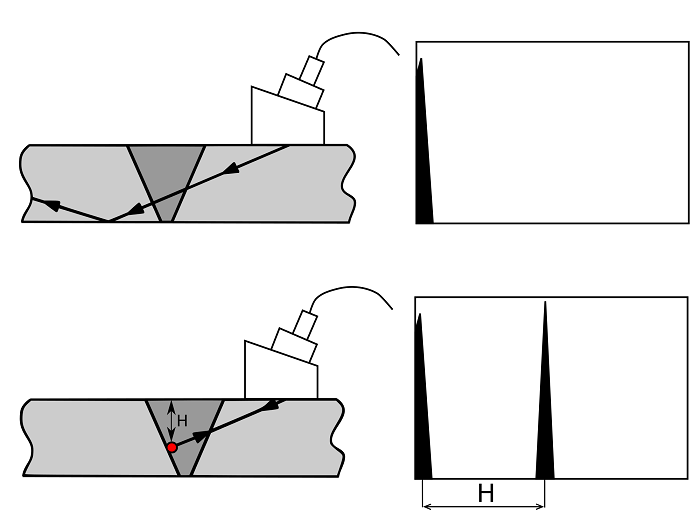
Ultrazvočni pregled zvarov.
Uporaba ultrazvočne metode je povezana z uporabo metode akustičnega nadzora. To vam omogoča, da prepoznajo različne pomanjkljivosti, to je plinske pore in razpoke, vključno s takimi napakami, zaradi katerih se metoda odkrivanja napake sevanja ne uporablja.
Ultrazvočna metoda izvaja teste, povezane z odbojem zvočnih valov od meje ločevanja medijev. Uporaba piezoelektrične metode pri ustvarjanju zvočnega vala je postala razširjena kot metoda za nadzor zvara. Osnova te metode je načelo ustvarjanja mehanskega nihanja kot posledica uvedbe izmeničnega električnega polja.
Uničilni pregled
Pogoji za metodo mehanskega nadzora
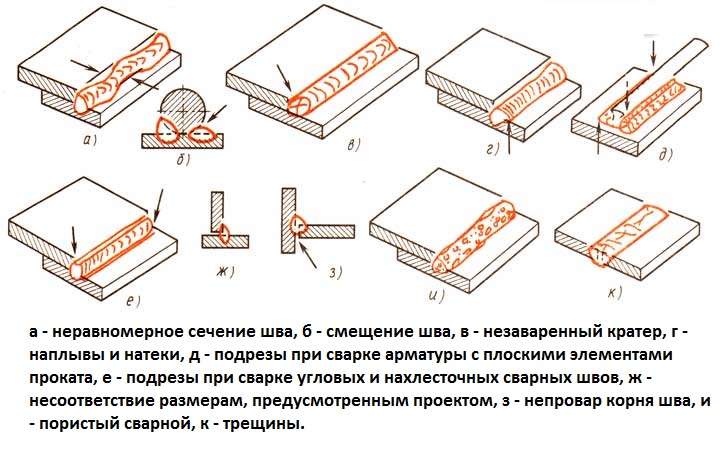
Vzorec okvar zvara.
Mehansko uničenje proizvodov v postopku testiranja s kovinsko-grafično metodo je potrebno za identifikacijo lastnosti zvarov.
Predmet preizkusov so vzorci z varjenimi šivi, ki so izrezani iz varjenih šivov posebej varjenih kontrolnih vzorcev spojev. To so vzorci, izdelani na podlagi ustreznih zahtev za tehnološko raven varilnih izdelkov v posebnih pogojih. Treba je vzeti vzorce z ustrezno obliko in določeno velikostjo.
Glavni namen kontrolnih pregledov je analiza in ocena:
- trdnost zvara;
- kakovost kovine;
- prava izbira tehnologije;
- kvalifikacije delavca varilca.
Lahko primerjate lastnosti zvarov z lastnostmi kovine. V primeru nezadovoljivih rezultatov se ne upošteva ujemanje skupnih vrednosti za dano raven. Mehanski preskusi se izvajajo na podlagi GOST 6996-66, kjer so ustrezne vrste kontrolnih preskusov varjenih kovinskih spojev za:
Parametri za nadzor kakovosti zvara.
- Različni posamezni deli in na splošno.
- Statično raztezanje in upogibanje.
- Narava šoka upogibanja.
- Stopnja odpornosti v pogojih staranja.
- Rezultat merjenja lastnosti trdote.
Izvajanje kontrolnih testov za identifikacijo statističnega raztezanja, povezanega z določanjem stopnje trdnosti zvara. Opredelitev statističnega upogibanja vključuje preučevanje plastičnosti lastnosti zvara. Preizkusi, povezani z odkrivanjem napak, se opravijo pred nastankom prvih pomanjkljivosti na območju raztegnjenega območja, pri čemer se upošteva kot upogiba.
Preskusi za ugotavljanje statističnega upogibanja, izdelanega z uporabo tehnoloških vzorcev, vzetih iz vozlišč s prečno ali vzdolžno šivom. Pri preskušanju udarnega upogiba in pretrganja se določi udarna trdnost zvara. Glede na ugotovljeno trdoto, vsako strukturno spremembo kovine, se preverijo vrednosti njene stopnje prodiranja po varjenju in pri poznejšem hlajenju.
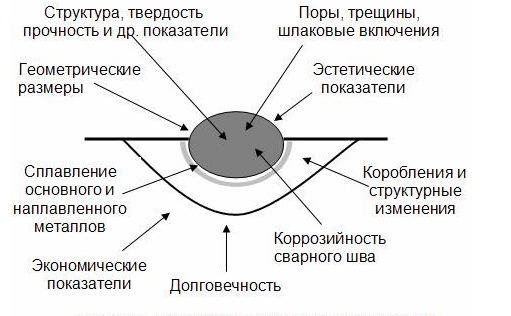
Uporaba makro in mikrostrukturnih metod nadzora
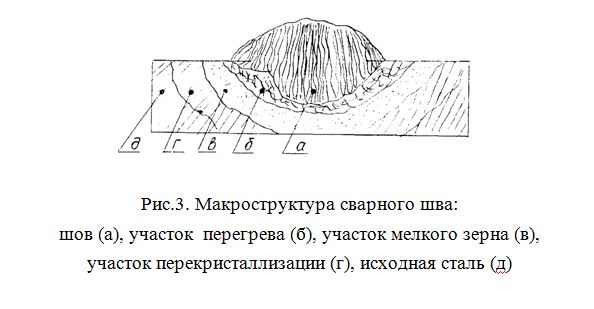
Mikrostrukturni diagram zvara.
Proučevanje kovin, ki se izvaja na podlagi makro- in mikrostrukturne metode, ne zajema le postopka ugotavljanja prisotnosti napak določene narave, temveč tudi določanje kakovosti varjenega spoja.
Makrostrukturna metoda vključuje preučevanje makrorezov, ki so prisotni v lomih kovin, ki se določijo z lupo ali vizualnim pregledom. Makro študije določajo naravo vsake napake, njeno lokacijo, če so vidne v različnih območjih zvarov.
Mikrostrukturna analiza je povezana z analizo strukture kovin. V postopku raziskovanja je možna vizualna povečava 50-2000-krat, če se uporabi optični mikroskop. Mikroskeniranje je povezano z določanjem količine kovine, odkrivanjem njenega izgorevanja, prisotnostjo oksidov v svoji strukturi, kontaminacijo zvarov, prisotnostjo nekovinskih vključkov. To omogoča preučevanje kovinskih zrn, ki določajo njihovo velikost, da se raziščejo spremembe v sestavi kovine. Možno je odkriti mikroskopske pore, razpoke, druge napake, ki zapolnijo zvare.
Uporaba ustreznih metod za izdelavo tankih odsekov v metalografskih študijah je povezana s pripravo vzorcev za kontrolo z izrezovanjem iz glavnega proizvoda. Izvajanje metalografske analize je povezano z dodatno uporabo kemijskih metod.
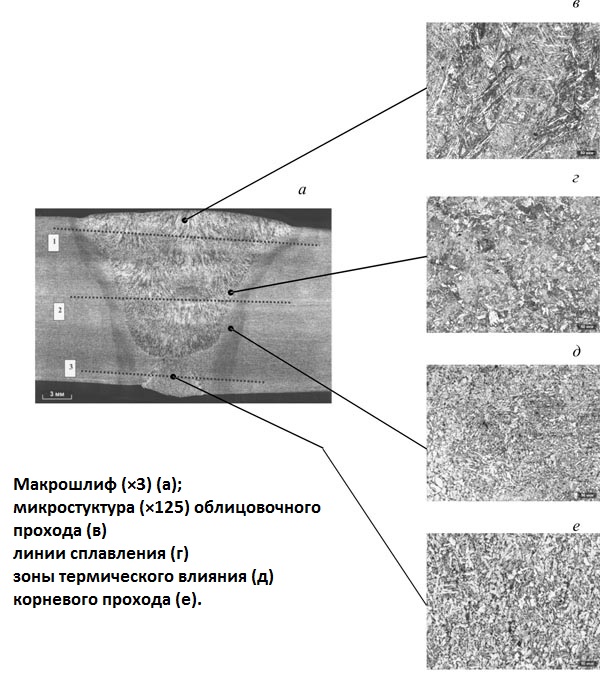
Metalografske študije zvara.
Preskušanje omogoča pridobitev ustreznih karakteristik zvarov, ki upoštevajo ustrezne pogoje za uporabo varjenih kovinskih konstrukcij. Nadzorni proces je povezan z identifikacijo korozijske odpornosti izdelkov, ki delujejo v agresivnih okoljih.
V procesu uničenja struktur se uporabljajo vse ustrezne metode nadzora. Potek teh preskusov temelji na sposobnosti konstrukcije, da vzdrži določeno projektno obremenitev in določitev porušitvenih obremenitev z določeno varnostno mejo.
Izvajanje preskusov razgradljivih struktur spremlja stanje sheme uničenja, ki jo je treba primerjati s pogoji delovanja konstrukcije. Število izdelkov, ki jih je treba testirati, mora ustrezati določenim specifikacijam, ki jih določa obstoječa organizacija proizvodnega procesa.
Metoda neporušitvenih preskusov zvarov
Nadzor, ki ni uničujoč, je povezan ne le z zunanjim pregledom, vključno s preučevanjem tesnosti šivov. Omogoča odkrivanje napak na površini, ki so lahko notranje in skrite.
Meritve, povezane z izvajanjem zunanjega pregleda zvara, se lahko zaradi svoje enostavnosti štejejo za pogoste. Sprejemanje vseh varjenih končnih enot se izvede po prvih kontrolnih operacijah.
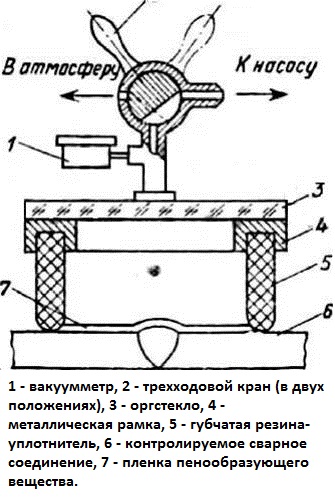
Curek krmilnega toka z vakuumsko komoro.
Nadzor izdelkov in sklopov se izvaja, ko so že v celoti pripravljeni.
Če zunanji pregled pokaže, da obstajajo napake, jih je treba pred začetkom testiranja popraviti. Nadzor tesnosti zvarov se izvaja z metodami, kot so: \ t
- Kapilarno (kerozin).
- Kemična (amonijak).
- Mehurček (hidravlični ali zračni tlak).
- Sesanje.
Oglejmo si te metode nadzora.
Kapilarne raziskave
Uporaba kapilarne metode temelji na določeni lastnosti tekočin, povezanih z možnostjo prodiranja skozi kapilare, ki so mikroskopske razpoke, v strukturo kovin. Kapilarna metoda je povezana z aktivnostjo tekočine v kapilarah. Tekočina se lahko premika s prodiranjem kapilar. Uporaba nekaterih izmed njih (kerozin) vam omogoča zaznavanje prisotnosti poškodb v zvarih.
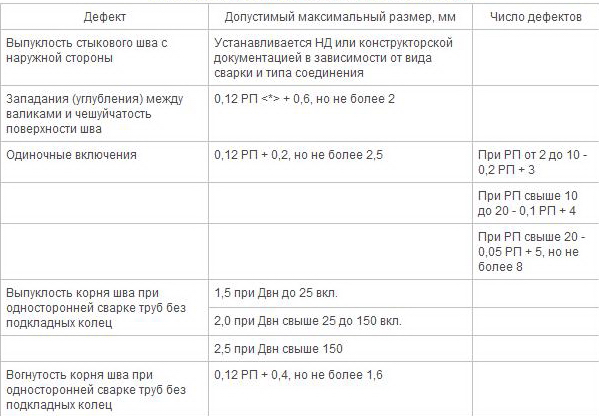
Tabela za kapilarni pregled zvarov.
Uporaba kapilarnega nadzora je povezana z inšpekcijo vseh varjenih izdelkov brez upoštevanja njihovih oblik, velikosti in materialov, iz katerih so izdelani. Ta metoda je bolj primerna za odkrivanje različnih napak na površini šivov. Pomanjkljivosti so nevidne, zato jih ni mogoče zaznati s preprostim prostim očesom kot tudi s povečevalnim steklom.
Za testiranje gostote zvarov na osnovi kapilarne metode dovolite posebne snovi, ki se imenujejo penetranti. Pridobivanje v strukturi preiskovanih materialov z napakami na površini varjenega spoja, jih barve v svetli barvi, kar vam omogoča, da hitro vidite razpoke.
Z visoko stopnjo omočenosti tekočine in najmanjšim polmerom kapilare se poveča globina in hitrost prodiranja tekočine. Zaradi uporabe kapilarne metode je mogoče z odprto votlino zaznati ne le nevidne ali šibko vidne napake. Vendar pa ta metoda vam omogoča, da prepoznajo in end-to-end vrste napak, če v procesu njihovega odkrivanja za uporabo kerozina.
Kemična kontrola in njena uporaba

Za kontrolo kakovosti zvarov s kemično metodo se uporablja raztopina krede v vodi.
Za pokrivanje zvar se v vodi uporablja raztopina krede, ki se uporablja za obdelavo dostopne strani zvara, kar omogoča temeljit pregled in identifikacijo vseh napak. Po sušenju barvane površine je treba šiv obilno navlažiti s kerozinom. Če so šivi ohlapni, se to razkrije, ko je na njem premaz krede in sledi kerozina.
Nadzor amoniaka se izvaja v prisotnosti indikatorjev, ki lahko spreminjajo njegovo barvo v prisotnosti alkalnega medija, ki vpliva nanj. Reagent v tem postopku je plin amoniak, ki se uporablja za nadzor.
Vodenje testov, na eni strani šiva skladov trak papirja, ki je navlažena v 5% raztopini posebnega indikatorja. Na nasprotni strani šiva je spojina obdelana z mešanico plinskega amonijaka in zraka. Ko amonijak prodre skozi zrahljane zvare, se obarva v prisotnosti napak.
Metode nadzora za hidravlični in zračni tlak
Regulacija zračnega tlaka se izvaja pri preverjanju na podlagi analize tesnosti zvarnih spojev. V ta namen se popolnoma potopijo v kopel, napolnjeno z vodo. Nato se oskrbuje s stisnjenim zrakom, pri čemer se upošteva stopnja tlaka, ki presega delovni tlak za 10-20%.
Če so strukture velike, so pokrite s indikatorji pene, potem ko je notranji tlak nanesen na zvar. Raztopina mila lahko deluje kot indikator pene. Če v zvarih pride do različnih uhajanj, se začnejo pojavljati zračni mehurčki. Preskušanje s stisnjenim zrakom ali plinom mora spremljati skladnost s pravili o zahtevani varnosti.
Trdnost in gostoto izdelkov preverjamo s spremljanjem v prisotnosti hidravličnega tlaka. Predšivi so popolnoma zatesnjeni z vodotesnimi čepi. Sušenje zračnih šivov se izvaja s pihanjem zraka. Po tem času je treba izdelek napolniti pod prekomernim tlakom z vodo, ki je 1, 5–2 krat višja od ravni delovnega tlaka. Nadalje je potrebno ohraniti zahtevano obdobje. Če pride do uhajanja, se lahko odkrijejo napake.
Vakuumska kontrola vključuje testiranje zvara, ki ga ni mogoče preskusiti z uporabo kerozina, vode ali zraka. V postopku testiranja se šiv zabeleži za prodor zraka skozi pomanjkljivosti zvara. Registracija se opravi na istem območju šiva na isti strani izdelka, kjer se ustvari vakuum.