
Pri argonskem varjenju aluminija je lok najbolj stabilen, ko je elektroda v navpičnem položaju in se premika vzdolž stika (med varjenjem stikov). Aditivno palico lahko vstavimo s sprednje ali zadnje strani loka. Vendar pa se v večini primerov uporablja prva metoda. Namestitev gorilnika in palice za aditiv v postopku varjenja ravnih spojev je lahko naslednja: varovalno varjenje z dodatkom, prirobljenje, s prekrivanjem s penetracijo.
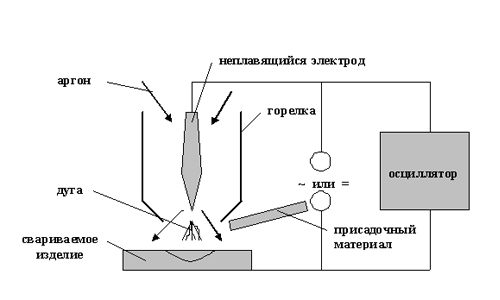
Sistem varjenja z argonskim oblokom.
Pri varjenju bakrene povezave mora biti oblok majhne dolžine, vendar se je treba izogibati kratkemu stiku. Med varjenjem se elektroda nahaja pod vrhom prirobnice. V postopku varjenja krožnih šivov je os volframove elektrode postavljena pod kotom 75-80 ° na tangento z dnom izdelka na mestu varjenja, medtem ko je treba izdelek vrteti z enako hitrostjo. Krožni šiv se konča s prekrivanjem začetka šiva na prerezu dolžine 18-20 mm. Posledica tega je, da se oblok poči. Vrtenje izdelka mora biti močno pospešeno. Če se ta tehnika izvaja pravilno, bo končni krater praktično neviden na krožnem šivu.
Varjenje je treba opraviti pri maksimalni hitrosti, tako da lahko tak postopek opravi le kvalificirani varilec. Gibanje gorilnika mora biti naravnost naprej, brez prečnih nihanj. Če upoštevate te pogoje, lahko dobite gladko in enakomerno vzdolž celotne dolžine šiva z gladko, zrcalno sijočo podlago na vrhu in gosto enakomerno fuzijo na napačni strani.
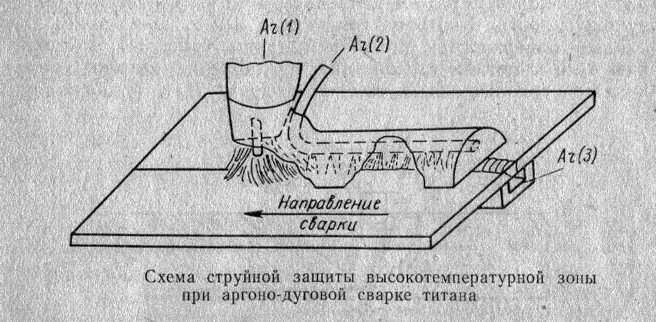
Shema varstva curka med argonsko varjenjem.
Elementi, ki bodo potrebni:
- elektroda;
- toplotno izolirano ohišje;
- žica za aditive;
- podloga;
- ogljikova palica;
- varilne naprave.
Prepričajte se, da ste nastavili varilno napravo.
Kako pripraviti površino za varjenje?
V večini primerov je osnova aluminijevih zlitin prekrita z gostim filmom majhne debeline. Tak film ima visoko tališče in veliko specifično težo. Tak material otežuje vžig in vzdrževanje obloka med varilnim postopkom in prav tako preprečuje povezavo robov glavne kovine s polnilno kovino. Pred proizvodnjo argonsko-varilnega varjenja je treba takšno folijo odstraniti iz podnožja spojenih robov aluminijevih zlitin. Film se lahko odstrani mehansko ali kemično. Prvi se uporablja v primeru individualne proizvodnje. Pri masi je priporočljivo uporabiti kemično metodo čiščenja osnove aluminijevih zlitin.
Mehanska metoda čiščenja dna aluminijevih zlitin vključuje odstranjevanje tanke plasti kovine z jekleno krtačo ali brusnim papirjem majhne debeline. Jeklena krtača mora biti izdelana iz žice s premerom manj kot 0, 15 mm.
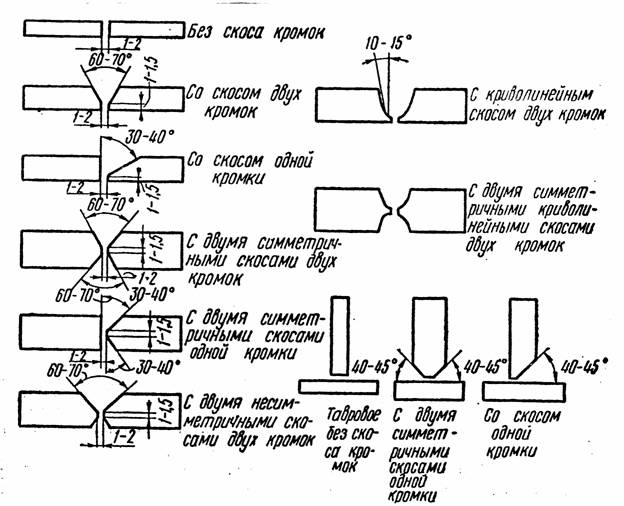
Vrste priprave robov za varjenje.
Če uporabljate žico velike debeline, bo na osnovi aluminija prišlo do velikih tveganj. V tem primeru se filmska plast odstrani neenakomerno, kar lahko povzroči slabo kakovost varjenja.
Če aluminijasto podlago očistite s čopičem iz jekla, lahko dobite varne zvare. Pred čiščenjem je potrebno površino razmaščiti, kar lahko naredimo s topili.
Podlago aluminijevih zlitin s cinkom ali magnezijem temeljito očistimo. Najlažji način čiščenja aluminijevih zlitin z bakrom, železom ali manganom je silicij.
Površinska obdelava
Treba je opozoriti, da mehansko čiščenje ne more zagotoviti enakomernega odstranjevanja folije iz dna aluminijevih zlitin. S čopičem je zelo težko očistiti robove, ki so povezani. Torej, kjer je to mogoče, bo treba mehansko obdelati združene robove na strojih. Učinkovitost kemijskega čiščenja se določi z merjenjem kontaktnega upora, ki je sorazmeren z debelino filma. V tem primeru je priporočljivo uporabiti mikrovoltmeter, ki je graduiran v mikroohmih.
Shema šiva pri argon-obločno varjenje.
Za aluminijeve zlitine v argon-varilskem varjenju lahko uporabite naslednje metode kemične obdelave:
- Razmastitev v alkalni raztopini in nadaljnje čiščenje v raztopini fosforne kisline.
- Razmastitev v alkalni raztopini z nadaljnjim čiščenjem v raztopini dušikove kisline.
Robove delov, ki se očistijo z eno od zgoraj navedenih metod, je mogoče enostavno variti. V tem primeru imajo šivi čisto podlago. Te metode čiščenja imajo prednost: na osnovi obdelanih robov bo film imel rahlo debelino 4-5 dni.
Obstoječe vrste povezav
Pri argonsko-obločnem varjenju aluminijevih zlitin ni pretoka, zato v tem primeru ni omejitev pri izbiri vrste spojev. Uporabite lahko naslednje spojine:
- rit;
- sežgati;
- prekrivanje;
- običajen krog;
- kotni spoj;
- T-spojka
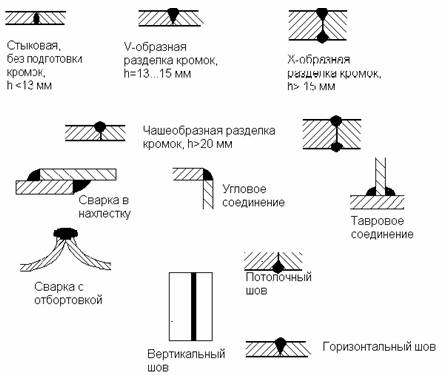
Vrste zvarnih spojev.
Zavarivanje aluminijastih pločevin debeline 0, 8–3 mm je treba opraviti z majhnimi režami. Pri varjenju aluminija z debelino 1, 5-3 mm mora biti reža največ 0, 3 mm. Za material z debelino od 0, 8 do 2 mm je treba uporabiti priključek za flare.
Za material z debelino manj kot 2 mm se uporablja perforirano obločno obločno varjenje. Pri povezovanju je treba to vrsto roba pritisniti na oblogo. To je potrebno za zagotovitev tesnega prileganja elementov drug drugemu. Količina prekrivanja se določi glede na to, ali nameravate stopiti skozi robove prekrivanja ali ne. V prvem primeru mora biti rob spodnjega lista nameščen na koncu oblikovalnega utora, tako da se ta rob uporablja za oblikovanje spodnje strani šiva. Količina prekrivanja je enaka širini utora. Če je dobro voziti z robov, lahko naredite kotni priključek na material z debelino do 2 mm brez uporabe polnilnega materiala.
Kakovostna izvedba povezave pomeni natančno prileganje robov. Vedeti morate, da lahko reže povzročijo povečano oksidacijo robov, kar bo povzročilo poroznost in nastanek con fuzije, ki se nahajajo na ravnini stika robov z nameščenim dodatkom.
Nianse vedeti
Aluminijeve zlitine imajo visoko toplotno prevodnost, zato mora biti debelina združenih obdelovancev na mestu varjenja enaka. Če je potrebno obdelovance povezati s stenami različne debeline, je treba debelejši rob na mestu varjenja rezati na debelino, ki je enaka debelini drugega roba.
Na mestih, kjer to dopušča zasnova, je priporočljivo uporabiti obloge za lažji postopek varjenja aluminija z argonom in velike tolerance za prileganje spoja. Podloga mora biti izdelana iz nerjaveče kovine. Pod šivom mora biti predviden utor.
Butt brezkosnye povezave se uporabljajo za aluminijeve zlitine z debelino manj kot 3 mm. Če je obdelovanec debelejši, je treba robove, ki jih želite variti, pokositi.
Konstrukcije z debelino stene 1 - 3 mm so povezane z enojnim slojem. Če je debelina stene večja od 3 mm, je treba zglobni spoj s koničastimi robovi variti v več plasteh. Prvi sloj je za taljenje robov brez polnilnega materiala, drugi sloj pa je treba nanesti z materialom za dodatek na dokončan prvi sloj. Preden položimo drugi sloj, moramo prvi sloj očistiti z mehansko ali kemično metodo. Ko je mogoče variti na obeh straneh, so obdelovanci varjeni brez koničnih robov debeline 6, 5 mm.
Shema varilnega stroja.
Pri varjenju aluminija z debelino več kot 1, 6 mm boste morali uporabiti aditivno žico, ker je staljena kopel nagnjena k tvorbi konkavne osnove. Zato ne bo mogoče uporabiti avtomatskega varjenja aluminijevih zlitin, če ni dodatka za mehansko dovajanje žice. Bodite prepričani, da ste konfigurirani za to zasnovo.
Prekrivni spoji in parniki so privarjeni na žico zaradi dodatka. Takšne žice ni mogoče uporabiti, toda v tem primeru je treba zgornji rob stopiti, da se lahko zamenja žica za dodatek.
Tehnika varjenja aluminija
Precej težko je prižgati lok z izmeničnim tokom z dotikanjem volframove osnove iz aluminija z elektrodo. Da bi prižgali lok, morate na začetku zvarnega šiva položiti ogljikovo palico, na kateri se bo vžgal krog. Ko se volframova elektroda segreje, se obloki lahko enostavno vzburijo na glavni kovini. Za vžig loka na palico premoga je zelo preprosta. Premog ima nizko toplotno prevodnost, zato bo v procesu kratkega stika hitro segrel material in konec volframove elektrode. Za premog in volfram je značilna močna termionska emisija iz njihove baze, zaradi katere se med odstranitvijo volframove elektrode vzbuja stabilen oblok. Ogrevani konec volframove elektrode bo oddaja močan tok elektronov, ki podpirajo lok v procesu prenosa na kovino.
Po potrebi se obločno varjenje na navpični podlagi opravi od zgoraj navzdol za debelino kovine manjšo od 5 mm in od spodaj navzgor za debelino obdelovanca več kot 5 mm.
V nekaterih primerih se lahko na začetku šiva pojavijo razpoke. Da bi se temu izognili, boste morali v začetnem delu šiva predgreti spoj. Da bi to dosegli, je treba na dolžini 35-45 mm obloki večkrat segreti, medtem ko mora oblok vžge v inertnem plinu. Po tem se obločno varjenje izvaja pri največji hitrosti.
Na izbiro načina varjenja vplivata geometrijska oblika in dimenzije delov. S pomočjo obločno varjenje v okolju inertnega plina lahko izvedemo litje aluminija. Da bi preprečili nastanek razpok, je treba ulitke pred varjenjem predgreti na 400 ° C. Varjenje se izvaja z uporabo kovine za aditiv, katerega sestava ustreza sestavi kovinskega litja. Mesta, ki so predmet varjenja, je treba predhodno očistiti z mehanskimi sredstvi. Po končanem kuhanju je treba ulivanje namestiti v toplotno izolirano ohišje in nato počasi ohladiti.
V primeru mehaniziranega postopka varjenja z aluminijem boste morali za aditiv ohraniti specifično hitrost dovoda žice. Če se obločno varjenje izvaja z minimalno hitrostjo, je pomembno preprečiti pregrevanje in oksidacijo žice za dodatek.
Takšna žica se lahko polni na kakršen koli način, ki zagotavlja enotno pomik in njegovo spremembo. Na oblogi se izvaja mehansko obločno varjenje z argonom. Uporaba zaščite plina iz notranjosti šiva ne bo dala pozitivnih rezultatov.
Argonsko varjenje aluminija je kompleksen proces, zato morate poznati tehnologijo povezovanja.