
Cevovodi so cevovodi, sestavljeni iz velikega števila cevi, med seboj povezanih z varjenjem. Slednje je mogoče izvesti slabo, kar bo povzročilo nepopravljive posledice - zlom zvara. Zato se pred predajo cevovoda v obratovanje izvedejo neporušitveni pregledi cevovodov.
Pomen nadzora kakovosti
Glavne strukture cevi so izpostavljene resnim obremenitvam, tako od znotraj kot od zunaj. Zato je posebna pozornost namenjena kontroli kakovosti zvarov.
Postopek varjenja je povezan z visoko temperaturo, ki tali kovino cevi. V tem času se njihova struktura spremeni. Če ne upoštevate tehnike varjenja, se po ohlajanju znotraj šiva oblikujejo napake. Zvar postane nehomogen.
Vrste napak:
- Zunanji. Dobro viden na površini šiva. Ta kategorija vključuje tudi tiste napake, ki se nahajajo znotraj kovine na globini največ 2 mm.
- Notranji so tudi globoki. Nahajajo se globlje od 2 mm.
Napake v spojih cevovodov so različnih oblik in lokacij. Med njimi so napake s standardnimi imeni in specifičnimi:
- Razpoke. Napaka, ki je nekajkrat daljša kot široka. To je najnevarnejši trenutek v zvaru, ki pogosto vodi do njegovega zloma. Razpoke spadajo v dve kategoriji. Lahko se nahajajo tako znotraj šiva kot zunaj.Pogosto so skozi razpoke. So najbolj nevarni.
- Pore so školjke. Sferične napake (oblika je lahko drugačna, vendar vedno votla), ki nastanejo zaradi plinov, ki se sproščajo med varjenjem kovine. Spadajo v notranjo skupino.
- Kraterji. To so praktično pore, ki so nastale na površini zvara cevovoda (majhne vdolbine). Razlog za njihov videz je prekinitev varilnega loka. Nevarnost kraterjev je, da se na mestu njihovega nastanka zmanjša debelina zvara. In to vpliva na moč sklepa.
- Spodrezki. Nastane na meji koncev cevi in zvara. To zmanjša površino stika med obema kovinama. V takšnih odsekih se poveča notranja napetost, zlasti ko se poveča obremenitev cevovoda.
- Pritoki. To je plast kovine, ki je nameščena na površini šiva. Izkazalo se je, da zgornji in spodnji sloj praktično nista povezani. Prerez povezave ni enak, kot zahteva GOST.
- Pomanjkanje fuzije. Notranja vrsta napak. Zanj je značilno, da je znotraj cevovodnega priključka kovina, ki nima zahtevanih lastnosti. Nastala je pod vplivom nižje temperature, kot zahteva GOST. Zato se zaradi obremenitev v takem odseku napetosti kovine hitro povečajo, kar vodi do deformacije s kasnejšim zlomom.
- Zvar je porozen. To so vse iste pore ali lupine, le majhne velikosti in enakomerno porazdeljene po celotnem volumnu zvarnega spoja (kot celote ali po delih).
- Tuji delci znotraj šivalnega materiala. Razlog je slabo delo varilca. Pred začetkom varjenja temeljito očistimo vse površine, ki jih spajamo. Običajno se za to uporabljajo kovinske krtače in razmaščevalci. Če priprave ne izvedete, bodo ostanki vstopili v zvar in zmanjšali njegovo trdnost.
- Zažgi. Takrat je tehnologija varjenja pokvarjena in oblok elektrode prehaja skozi kovino spoja. Iz istega razloga nastane povešenost na drugi strani.
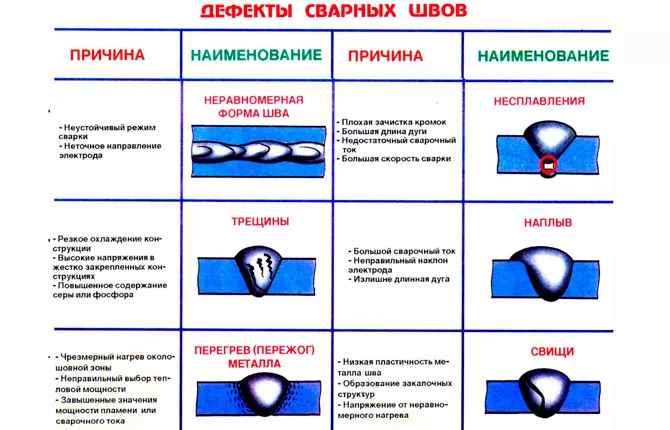 Napake v zvarnem spoju cevovodov
Napake v zvarnem spoju cevovodov
Da vse te težave ne bi vplivale na delovanje cevovoda, se izvaja nadzor. Danes se uporabljajo različne metode, vendar vse spadajo v kategorijo nedestruktivnih. Obstajajo tudi destruktivne metode, vendar se uporabljajo za laboratorijske raziskave. Nedestruktivno v vseh drugih primerih.
Priročni so, ker:
- ni treba izrezati testnega predmeta in ga odnesti v laboratorij;
- vsi postopki se izvajajo na mestu varjenja;
- Za testiranje je potrebna kompaktna in lahka oprema.
Obstajajo stroge zahteve za neporušitveno testiranje cevovoda. Diagnozo izvaja usposobljen specialist. Ob tem se dosledno upoštevajo pravila in predpisi za izvajanje nadzora.
Katere metode se uporabljajo pri neporušitvenem testiranju
Obstaja več vrst neporušitvenih preiskav cevovodov, ki uporabljajo različne materiale, naprave in tehnologije.
Osnovno:
- Vizualna merilna kontrola.
- Radiografsko odkrivanje napak.
- Uporaba ultrazvoka.
- Magnetno odkrivanje napak.
- Kapilarna metoda.
Vizualno merjenje
Tovrsten pregled cevovoda temelji na pregledu cevnih spojev, tako vizualno kot tudi s pomočjo merilnih instrumentov. Zato ta tehnika zazna samo zunanje napake.
Ta nedestruktivna metoda je netočna, čeprav jo je enostavno izvesti. Ta vrsta nadzora je obvezna. Izvede se pred prehodom na drugo nedestruktivno metodo. Konec koncev, ko najdete napako na površini, ne morete nadaljevati na drugo stopnjo, ki je dražja za izvedbo.Tak sklep lahko takoj zavrnemo.
Kar se tiče lažjega prevajanja, se za to običajno uporablja preprosta merilna naprava, na primer kaliber ali ravnilo. Pred meritvami se okvarjeno mesto očisti z alkoholom, kislino ali drugim topilom.
Če je na primer razpoka majhna, si pomagamo s povečevalnim steklom. Predpogoj za to vrsto nedestruktivnega testiranja je določitev oblike napake in njene velikosti.
 Vizualno-merilni neporušitveni pregled cevovoda
Vizualno-merilni neporušitveni pregled cevovoda
Radiografsko odkrivanje napak
Ena najbolj natančnih metod neporušitvenega testiranja cevovoda, ki vam omogoča, da prepoznate tudi manjše napake v zvaru. Hkrati se določi tudi njihova točna lokacija.
Tehnika temelji na običajnem rentgenskem slikanju. Uporabljajo majhno instalacijo, ki sveti skozi kovino povezave elementov cevovoda in jih prikaže na rentgenskem filmu.
Ultrazvočno nedestruktivno testiranje
Tehnologija temelji na akustičnih spremembah znotraj kovine. Če je homogen, bo zvok prešel, ne da bi spremenil svoje značilnosti in smer. Ko na poti naletite na napako, se bodo pojavile spremembe, ki se bodo odražale v sprejemniku. Glavni parameter spremembe je hitrost gibanja zvoka.
Bistvo nedestruktivne tehnike:
- ultrazvok z ultra visoko frekvenco tresljajev oddaja ojačevalnik;
- gre skozi zvar;
- če trči na primer v razpoko ali lupino, se odbije od njihove notranje površine (votline), spremeni smer in se vrne v sprejemnik.
Večji kot je lomni kot, večja je razpoka ali druga napaka.
 Ultrazvočno neporušitveno testiranje cevovoda
Ultrazvočno neporušitveno testiranje cevovoda
Magnetni NDT
Obstaja izraz magnetna prepustnost. To je, ko magnetni valovi določen čas prehajajo skozi kovino. Če se ta indikator zmanjša, potem so znotraj materiala na poti valovi naleteli na oviro, ki so jo začeli obiti. Zato je njihova hitrost padla in čas potovanja se je povečal.
Za izvajanje tega neporušitvenega testiranja varjenih spojev v cevovodih se uporablja posebna oprema. Z njegovo pomočjo elektromagnetni valovi prehajajo skozi kovino. Prah se predhodno vlije na površino ali pa se vlije suspenzija z železom v notranjosti. Mineral se nabere okoli okvarjenega območja.
Obstaja še ena možnost, imenovana magnetografija. Tukaj se namesto praška ali suspenzije uporablja magnetni film. Na njem so prikazane vse pomanjkljivosti kovine. Po opravljenih kontrolnih postopkih se film položi v detektor napak, od koder se odčitajo informacije. Lahko je zvočna ali v obliki slike.
Kapilarni nedestruktivni test
Ta tehnologija omogoča prepoznavanje napak zvarov v cevnem sistemu z uporabo posebnih tekočin, imenovanih penetranti. Njihova glavna lastnost je, da prodrejo v materiale, tudi če imajo kapilarne spremembe.
Takšne tekočine vključujejo:
- kerozin;
- terpentin;
- benzen;
- transformatorsko olje itd.
Če je penetrant prešel skozi kovino cevnega spoja, to pomeni, da je v njem napaka. Če ni uspešno, potem je vse v redu.
NDT proces:
- kreda ali kaolin v tekoči obliki se nanese na varjeni spoj cevovoda;
- ko se nanesena plast posuši, suh del odstranimo;
- kerozin se nanese čez preostali sloj;
- čez pol ure morate preveriti hrbtno stran sklepa;
- če so tam madeži kerozina, je šiv okvarjen, če ne, je povezava zanesljiva.
Danes se penetrantom dodajajo snovi, ki pomagajo bolj jasno prepoznati pomanjkljivosti kovin. V bistvu dva:
- rdeč pigment;
- svetleča snov.
Prvi se uporablja, ko se kontrola izvaja podnevi z naravno svetlobo na mestu. Druga noč, za katero uporabljajo svetilke z ultravijolično svetlobo.
 Penetrantna aplikacija
Penetrantna aplikacija
Neporušne preiskave cevovoda, ki ni izpostavljen večjim obremenitvam, lahko izvedemo na preprostejše načine: hidravlične ali pnevmatske. Da bi to naredili, se voda pod tlakom ali zrak poganja znotraj linije.
V prvem primeru se nedestruktivni pregled izvaja z zaznavanjem madežev z nasprotne strani priključka, torej z zunanje strani cevi. Pri drugem se dodatno uporablja pena, ki se nanese na zvar. Če se začne mehurčiti, je prišlo do okvare.
Neporušno testiranje cevovodov je olajšalo preverjanje celovitosti in kakovosti cevnih povezav. Uporaba detekcije napak, predvsem rentgena in ultrazvoka, je praktično približala verjetnost odkrivanja napak pri varjenju 100 %. Hkrati s takšnim nadzorom lahko ugotovite, kje se okvara nahaja, koliko jih je, kakšne velikosti in oblike.
Ali menite, da je treba uporabiti bolj sofisticirane metode neporušitvenega testiranja cevovodov ali je dovolj dovod vode/zraka v sistem? Zapiši v komentarje. Delite članek na družbenih omrežjih in ga dodajte med zaznamke.
Več o tem, kako se testirajo zvari, boste izvedeli v videu.
Viri:
- https://iseptick.ru/truby-i-fitingi/nerazrushayushhij-kontrol-truboprovodov-i-svarnyx-soedinenij-metody-kontrolya.html
- https://elsvarkin.ru/texnologiya/kontrol/soedinenij-truboprovoda
- https://spark-welding.ru/montazh-i-remont/metody-nerazrushayushchego-kontrolya-truboprovodov.html